Dieser Artikel beschreibt das Kugelmühlenritzel, ein zentrales Getriebeelement, das mit dem Hauptzahnrad kämmt, um den Zylinder anzutreiben. Es erfordert hohe Festigkeit, Präzision, Zähigkeit und Verschleißfestigkeit und wird häufig aus 20CrMnTi gefertigt. Der Herstellungsprozess von 20CrMnTi-Ritzeln wird beschrieben, einschließlich Rohschmieden, Vor- und Vorschlichten (Drehen, Wälzfräsen), Aufkohlen, Präzisionsbearbeitung (Zahnschleifen, Referenzschleifen) und Montage. Darüber hinaus werden umfassende Prüfverfahren für Rohstoffe (Zusammensetzung, Schmiedequalität), Wärmebehandlung (Härte, Aufkohlungsschicht), Zahngenauigkeit (Teilungsabweichung, Rundlauf) und Endprüfungen (Oberflächenqualität, Eingriffsverhalten, dynamisches Gleichgewicht) beschrieben. Diese Prüfungen stellen sicher, dass das Ritzel die Anforderungen an Übertragungseffizienz (≥95 %) und Lebensdauer (2–3 Jahre) erfüllt und einen stabilen Kugelmühlenbetrieb gewährleistet.
Detaillierte Einführung, Herstellungsprozess und Inspektionsprozess von Kugelmühlenritzeln
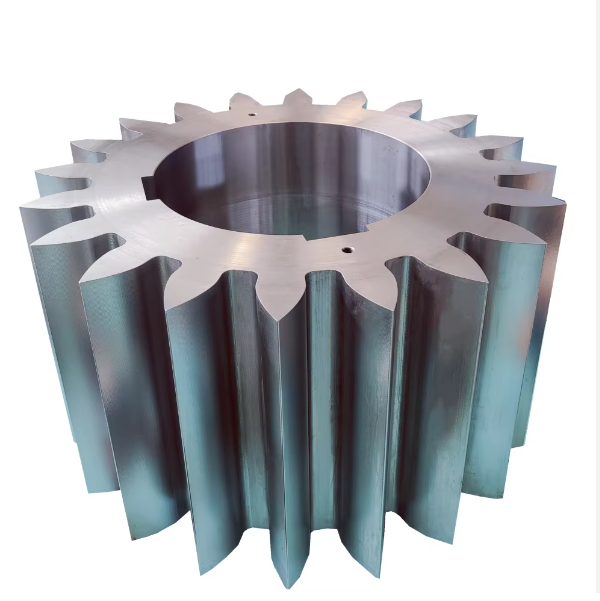
I. Funktionen und strukturelle Merkmale von Kugelmühlenritzeln
Das Kugelmühlenritzel ist eine Kernkomponente des Getriebesystems. Es greift in das am Zylinder befestigte Großrad ein, um die Kraft vom Motor über das Untersetzungsgetriebe auf den Zylinder zu übertragen und diesen so anzutreiben (typischerweise mit 15–30 U/min). Als Hochgeschwindigkeitsgetriebe (das sich schneller dreht als das Großrad) trägt es direkt die Eingriffsstöße und das Drehmoment und erfordert daher folgende Eigenschaften:
Hohe Festigkeit: Kann Drehmomenten von Zehntausenden bis Hunderttausenden von N·m standhalten, mit hoher Zahnoberflächenhärte (≥55HRC), um Verschleiß zu widerstehen;
Hohe Präzision: Minimaler Zahnprofilfehler (≤Grad 6 gemäß GB/T 10095), um ein reibungsloses Ineinandergreifen mit dem Hauptzahnrad zu gewährleisten und so Vibrationen und Lärm zu reduzieren;
Gute Zähigkeit: Der Zahnkern muss eine mäßige Zähigkeit (Härte 25–35 HRC) aufweisen, um stoßbedingte Brüche zu vermeiden.
Verschleißfestigkeit: Die Zahnoberfläche erfordert eine Härtungsbehandlung (z. B. Aufkohlen, Abschrecken), um die Lebensdauer zu verlängern (typischerweise ≥10.000 Stunden).
Strukturell handelt es sich meist um eine gerade oder schrägverzahnte StirnräderGerade Zähne sind bei kleinen und mittleren Kugelmühlen üblich (einfachere Bearbeitung), während Schrägzähne bei großen Mühlen bevorzugt werden (weicherer Eingriff und höhere Tragfähigkeit). Der Modul liegt üblicherweise zwischen 8 und 30 mm bei 15 bis 30 Zähnen.
II. Herstellungsprozess von Kugelmühlenritzeln (am Beispiel von 20CrMnTi-Karbonzahnrädern)
20CrMnTi ist aufgrund seiner hervorragenden Aufkohlungseigenschaften (Einsatztiefe 1,5–3 mm) ein gängiges Ritzelmaterial. Der Herstellungsprozess läuft wie folgt ab:
1. Rohlingschmieden
Rohstoff: Es wird Rundstahl 20CrMnTi mit φ100–300 mm ausgewählt, dessen Zusammensetzung durch Spektralanalyse bestätigt wird (C 0,17–0,23 %, Cr 1,0–1,3 %, Mn 0,8–1,1 %).
Schmieden: Auf 1100–1150 °C erhitzen und dann im Gesenk zu Zahnradrohlingen schmieden (mit einer Bearbeitungszugabe von 5–8 mm). Nach dem Schmieden normalisieren (920 °C × 2 h, luftgekühlt), um die Körnung zu verfeinern und die Härte auf 180–220 HBW zu reduzieren.
2. Schruppen und Vorschlichten
Schruppdrehen: CNC-Drehmaschinen bearbeiten den Außenkreis, die Endflächen und die Innenbohrung (Wellenloch oder Nabenloch) und lassen dabei 3–5 mm Spielraum;
Wälzfräsen: Grobschneiden von Zahnprofilen (Modul 8–30 mm) mit einer Wälzfräsmaschine, mit einer Zugabe von 0,5–1 mm zum Aufkohlen und Schleifen;
Bohren und Fräsen: Passfedernuten und Bolzenlöcher (für geteilte Zahnräder) mit einer Positionstoleranz von ±0,1 mm bearbeiten.
3. Aufkohlen und Wärmebehandlung
Aufkohlen: Aufkohlen in einem Aufkohlungsofen vom Schachttyp bei 920–940 °C für 8–16 Stunden (angepasst an die Einsatztiefe), mit einem Oberflächenkohlenstoffgehalt von 0,8–1,2 %;
Abschrecken + Niedrigtemperaturanlassen: Nach dem Aufkohlen auf 850 °C abkühlen und in Öl abschrecken (Zahnoberflächenhärte 58–62 HRC), dann 2 Stunden lang bei 180–200 °C anlassen, um Spannungen abzubauen und die Abmessungen zu stabilisieren.
4. Fertigbearbeitung
Zahnoberflächenschleifen: Präzisionsschleifen der Zahnprofile mit einer Schneckenradschleifmaschine, um einen kumulativen Teilungsfehler von ≤ 0,05 mm/100 mm und eine Zahnoberflächenrauheit von Ra ≤ 0,8 μm sicherzustellen;
Dattelmahlen: Schleifen Sie die Innenbohrung (Toleranz IT6) und den Zapfen (Presspassung mit Lagern, 0,01–0,03 mm Interferenz), mit einer Rechtwinkligkeit der Stirnfläche ≤ 0,01 mm/100 mm;
Honen: Honen Sie hochpräzise Zahnräder (Ra ≤ 0,4 μm), um das Eingriffsgeräusch (≤ 85 dB) zu reduzieren.
5. Oberflächenbehandlung und Montage
Nichtzahnflächen werden zum Entfernen von Rost sandgestrahlt und anschließend mit Rostschutzfarbe (Dicke ≥60μm) beschichtet;
Mit der Welle oder Nabe aufschrumpfen (Presspassung) und nach dem Abkühlen den Rundlauf prüfen (≤0,03mm).
III. Inspektionsprozess von Kugelmühlenritzeln
Die Inspektion entspricht GB/T 10095 Genauigkeit von Evolventen-Stirnrädern und JB/T 6396 Große Zahnräder und Zahnkranzschmiedeteile, mit den folgenden Schlüsselschritten:
1. Rohmaterial- und Schmiedeprüfung
Die Spektralanalyse bestätigt die Zusammensetzung von 20CrMnTi (qualifizierter Cr- und Mn-Gehalt).
Schmiedeteile werden einer Ultraschallprüfung (Klasse I) unterzogen und weisen keine inneren Risse oder Schrumpfungen auf. Zugfestigkeitsprüfungen bestätigen eine Zugfestigkeit von ≥1080 MPa.
2. Wärmebehandlungsprüfung
Zahnoberflächenhärte: Gemessen mit einem Rockwell-Härteprüfgerät (58–62 HRC); Kernhärte (3 mm unter der Oberfläche) 25–35 HRC;
Prüfung der aufgekohlten Schicht: Durch metallografische Analyse wird die effektive Einsatztiefe (1,5–3 mm) gemessen, wobei der Martensitgehalt in der gehärteten Schicht ≤3 beträgt.
3. Prüfung der Zahnprofilgenauigkeit
Tests im Zahnradmesszentrum: Teilungsabweichung ≤±0,015 mm, Zahnrichtungsfehler ≤0,01 mm/100 mm, Gesamtprofilabweichung ≤0,02 mm;
Rundlauf: Gemessen mit einem Zahnradrundlaufprüfgerät (≤0,03 mm für den Zahnkranz).
4. Endkontrolle der fertigen Produkte
Oberflächenqualität: PT-Prüfung der Zahnoberflächen (keine Risse oder Lochfraß); Zahnfußrundung R≥1,5 mm (um Spannungskonzentrationen zu vermeiden);
Eingriffstest: Eingriff mit einer Probe des Hauptzahnrads und 1 Stunde Leerlauf ohne ungewöhnliche Geräusche oder Kontaktstellen (≥ 60 % entlang der Zahnhöhe, ≥ 70 % entlang der Zahnlänge);
Dynamische Auswuchtung: Bei Drehzahlen ≥300 U/min, Unwucht ≤20 g·mm/kg.
Durch die strenge Kontrolle der Zahnprofilgenauigkeit, der Aufkohlungsqualität und der Montagetoleranzen können Ritzel eine Kugelmühlenübertragungseffizienz von ≥95 % und eine Lebensdauer von 2-3 Jahren (je nach Arbeitsbedingungen) gewährleisten.