Dieses Dokument bietet einen detaillierten Überblick über Kugelmühlenauskleidungen, kritische verschleißfeste Komponenten, die an der Zylinderinnenwand und den Enddeckeln montiert sind. Diese Auskleidungen schützen Zylinder und Enddeckel vor Mahlkörpereinwirkung und Materialabrieb, verbessern die Mahlleistung durch spezielle Oberflächengestaltungen und reduzieren Materialanhaftungen. Sie erfordern hohe Verschleißfestigkeit, ausreichende Zähigkeit und gute Passgenauigkeit. Gängige Materialien sind unter anderem ZGMn13-Manganstahl (hervorragende Zähigkeit nach Wasserhärtung), Chromgusseisen (überlegene Verschleißfestigkeit) und bimetallische Verbundwerkstoffe (ausgewogene Zähigkeit und Verschleißfestigkeit).
Detaillierte Einführung, Herstellungsprozess und Inspektionsprozess von Kugelmühlenauskleidungen
I. Funktionen und strukturelle Merkmale von Kugelmühlenauskleidungen
Kugelmühlenauskleidungen sind verschleißfeste Komponenten, die an der Innenwand des Zylinders und an der Innenseite der Enddeckel angebracht sind. Sie kommen direkt mit Mahlkörpern (Stahlkugeln, Stahlsegmenten) und Materialien in Kontakt und dienen als Schutzbarriere für einen effizienten Mühlenbetrieb. Zu ihren Hauptfunktionen gehören: Schutz des Zylinders und der Enddeckel vor Stößen und Verschleiß durch Schleifmittel, Verbesserung der Schleifleistung durch spezielle Oberflächenformen (z. B. Erhöhung der Kontaktwahrscheinlichkeit zwischen Medien und Materialien) und Reduzierung der Materialanhaftung und -ansammlung im Zylinder. Die Leistung und Lebensdauer der Auskleidungen wirken sich direkt auf die Wartungskosten und die Produktionseffizienz von Kugelmühlen aus.
Kernleistungsanforderungen:
Hohe Verschleißfestigkeit: Widersteht hochfrequenten Stößen durch Stahlkugeln (Aufprallkraft bis zu Tausenden von N) und kontinuierlichem Materialabrieb, was eine Lebensdauer von ≥ 8.000 Stunden erfordert;
Ausreichende Zähigkeit: Vermeidung von Sprödbrüchen durch Stahlkugeleinschlag (Schlagzähigkeit ≥20J/cm²);
Gute Passform: Passungsspalt mit der Zylinderinnenwand ≤1 mm, um Sekundärverschleiß durch Lockerheit während des Betriebs zu verhindern;
Einfacher Austausch: Mittleres Gewicht (≤50kg pro Stück, bis zu 100kg bei großen Mühlen) für regelmäßige Demontage und Austausch.
Strukturelle und materielle Merkmale:
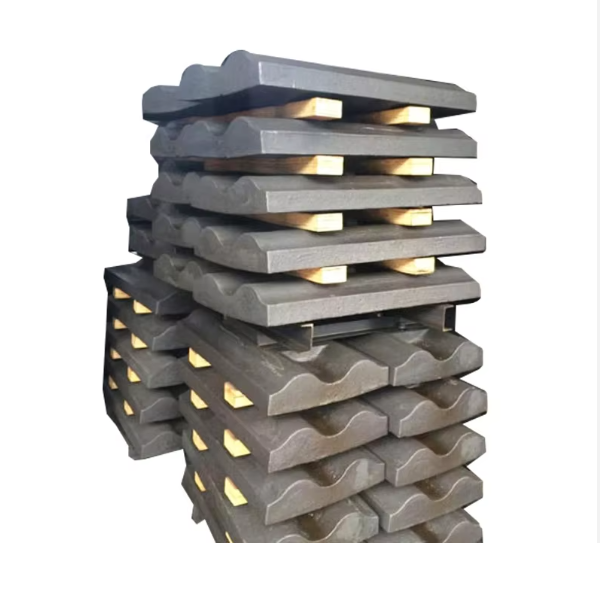
Strukturtypen: Nach der Form klassifiziert als Flachliner (für grobe Schliffe, mit ebenen Flächen), Wellpappenliner (Erhöhung der Medienhubhöhe, geeignet für Feinmahlabschnitte) und Stufenliner (Reduzierung des Mediengleitens, häufig in Gittermühlen verwendet). Klassifiziert nach Einbaulage als Zylinderlaufbuchsen Und Endabdeckungsauskleidungen (Endabdeckungsauskleidungen sind meist fächerförmig, um der Krümmung der Endabdeckung zu entsprechen).
Mainstream-Materialien:
Hochmanganhaltiger Stahl (ZGMn13): Am häufigsten verwendet. Nach der Wasserhärtung weist es eine ausgezeichnete Zähigkeit auf (Schlagzähigkeit ≥ 150 J/cm²) und seine Oberfläche härtet beim Aufprall aus (Härte bis zu 300–400 HBW), geeignet für die Arbeit mit hartem Gestein und großen Stahlkugeln;
Hochchromhaltiges Gusseisen (KmTBCr20Mo): 2-3 mal verschleißfester als hochmanganhaltiger Stahl (Härte ≥58HRC), jedoch mit geringerer Zähigkeit (Schlagzähigkeit 10-20J/cm²), geeignet für schonende, feine Mahlbedingungen (z. B. Zementmühlen);
Bimetallische Verbundauskleidungen: Basis aus Kohlenstoffstahl (gewährleistet Robustheit) mit Arbeitsfläche aus hochchromhaltigem Gusseisen (verbessert die Verschleißfestigkeit), kombiniert die Vorteile beider Materialien und ist für komplexe Arbeitsbedingungen geeignet.
II. Herstellungsverfahren für Kugelmühlenauskleidungen (am Beispiel von ZGMn13-Auskleidungen aus hochmanganhaltigem Stahl)
1. Rohstoffauswahl und Schmelzen
Kontrolle der chemischen Zusammensetzung: Strenge Proportionen gemäß ZGMn13-Standards (C 1,0–1,4 %, Mn 11–14 %, Si ≤ 0,8 %, P ≤ 0,07 %, S ≤ 0,05 %), mit einem Mn/C-Verhältnis ≥ 10 (um eine wasserhärtende Wirkung sicherzustellen);
Schmelzprozess:
In einem Mittelfrequenz-Induktionsofen schmelzen, auf 1500–1550 °C erhitzen und 30 Minuten halten, um die Zusammensetzung zu homogenisieren;
Desoxidation: Fügen Sie Ferrosilizium (0,5 %) und Aluminiumbarren (0,1 %) hinzu, um Sauerstoff zu entfernen und Gaslochdefekte zu vermeiden.
Kontrollieren Sie die Abstichtemperatur auf 1450–1480 °C, um eine Kornvergröberung zu verhindern.
2. Gießen und Formen (Schlüsselprozess)
Formdesign: Verwenden Sie Harzsandformen (Oberfläche mit Zirkonpulverfarbe beschichtet, Dicke ≥ 1 mm), mit einer Formhohlraumgröße, die 3–5 % größer ist als die des fertigen Produkts (unter Berücksichtigung der Schrumpfung), und angemessenen Steigrohren (Zuführrate ≥ 15 %).
Gießvorgang:
Gießtemperatur 1380–1420 °C, untere Gießweise (um Schlackenmitnahme zu vermeiden), Gießzeit auf 30–60 Sekunden pro Stück begrenzt;
Verwenden Sie für große Liner (Einzelgewicht ≥ 50 kg) ein Stufengießsystem, um eine stabile Befüllung mit geschmolzenem Metall zu gewährleisten.
Ausschütteln und Reinigen: Nachdem der Guss auf unter 200 °C abgekühlt ist, ausschütteln und Steigleitungen entfernen (mittels Brennschneiden, wobei 10 mm vom Körper zum anschließenden Schleifen übrig bleiben).
3. Wasserhärtungsbehandlung (Kernprozess für hochmanganhaltigen Stahl)
Erhitzen: Erhitzen Sie das Gussstück langsam auf 1050–1100 °C (Heizrate ≤ 100 °C/h), halten Sie die Temperatur 2–4 Stunden lang (je nach Dicke 1 Stunde pro 25 mm), um die vollständige Auflösung der Carbide in Austenit sicherzustellen.
Abschrecken mit Wasser: Tauchen Sie den Guss schnell in Wasser (Wassertemperatur ≤ 30 °C) mit einer Abkühlrate von ≥ 50 °C/s, bis die Kerntemperatur unter 200 °C fällt, wodurch die Karbidausfällung verhindert wird.
Prüfung: Härte nach Wasserhärtung ≤230HBW, metallografische Struktur ist einzelner Austenit (keine Netzwerkkarbide).
4. Bearbeitung
Schruppbearbeitung: Fräsen Sie die Rückseite der Laufbuchse (Passfläche zum Zylinder) auf eine Ebenheit von ≤ 1 mm/m und lassen Sie 1 mm Feinbearbeitungszugabe übrig.
Fertigbearbeitung:
Schleifen Sie die Passfläche auf eine Rauheit von Ra ≤6,3 μm und stellen Sie sicher, dass die Kontaktfläche mit dem Zylinder ≥80 % beträgt.
Bohren: Maschinenbefestigungsbolzenlöcher (Öffnung φ20–φ30 mm) mit Positionsabweichung ±0,5 mm und Lochrechtwinkligkeit ≤0,1 mm/100 mm;
Anfasen: Runden Sie alle Kanten auf R≥3mm ab, um Spannungskonzentrationen zu vermeiden.
5. Oberflächenbehandlung und Markierung
Reinigung: Sandstrahlen Sie die Arbeitsfläche (Rauhigkeit Ra12,5μm), um Oxidschichten zu entfernen;
Kennzeichnung: Nicht arbeitende Oberflächen mit Material (ZGMn13), Chargennummer, Gewicht und Produktionsdatum stempeln;
Rostschutz: Nicht arbeitende Oberflächen mit Rostschutzfarbe (Dicke ≥40 μm) bestreichen und Schraubenlöcher mit Gummistopfen verschließen.
III. Inspektionsprozess von Kugelmühlenauskleidungen
1. Rohstoff- und Schmelzprüfung
Chemische Analyse vor dem Ofen: Spektralanalyse zum Erkennen des C- und Mn-Gehalts (Sicherstellung eines Mn/C-Verhältnisses ≥10), mit P- und S-Gehalten ≤Standardobergrenzen;
Schmelzprotokolle: Überprüfen Sie die Schmelztemperatur und die Desoxidationsmittelzugabe, um die Einhaltung der Prozessanforderungen sicherzustellen.
2. Gussqualitätsprüfung
Sichtprüfung: Keine Risse, Schrumpflöcher oder Fehlläufe, mit Kaltverschweißtiefe ≤1 mm;
Maßprüfung: Längen- und Breitenabweichung (±2 mm) sowie Dickenabweichung (±1 mm) mit Maßband und Schablone messen;
Zerstörungsfreie Prüfung: 100 % Ultraschallprüfung (UT) für große Liner (qualifiziert gemäß JB/T 7260 Grad II), ohne Defekte ≥φ3mm-Äquivalent.
3. Qualitätsprüfung der Wasserhärtung
Härteprüfung: Messen Sie die Arbeitsfläche mit einem Brinell-Härteprüfgerät (HBW 180–230), mit einer Mehrpunkt-Messabweichung von ≤ 20 HBW am selben Werkstück.
Metallografische Analyse: Probenprüfung der Mikrostruktur (austenitische Matrix, keine Karbidausscheidung) mit Korngröße ≥5;
Schlagprüfung: Führen Sie an den Proben eine Schlagprüfung bei Raumtemperatur durch (αk ≥150J/cm²), wobei der Bruch einen duktilen Bruch (faserig) zeigt.
4. Endkontrolle der fertigen Produkte
Passformprüfung: Legen Sie den Liner auf eine Standard-Flachplatte und prüfen Sie den maximalen Spalt mit einer Fühlerlehre ≤0,5 mm.
Überprüfung der Bolzenlöcher: Verwenden Sie Lehren, um die Toleranz der Öffnung (H12) und die Position zu überprüfen und sicherzustellen, dass die Bolzen ungehindert eingesetzt werden können.
Probeinstallation: Wählen Sie nach dem Zufallsprinzip 3 Zylinderbuchsen für eine Probeinstallation mit dem Zylinder aus und prüfen Sie, ob sie fest sitzen und kein Spiel haben.
Durch strenge Kontrolle der Wasserhärtequalität und der Gussfehler erreichen ZGMn13-Auskleidungen unter mittleren Belastungsbedingungen eine Lebensdauer von 8000–12000 Stunden, während Auskleidungen aus hochchromhaltigem Gusseisen in Umgebungen mit geringer Belastung beim Feinschleifen über 15000 Stunden erreichen können. Die Auswahl sollte auf der Materialhärte und der Größe des Schleifmittels basieren.