Detaillierte Einführung in den Prallbrecher
1. Übersicht und Anwendung des Prallbrechers
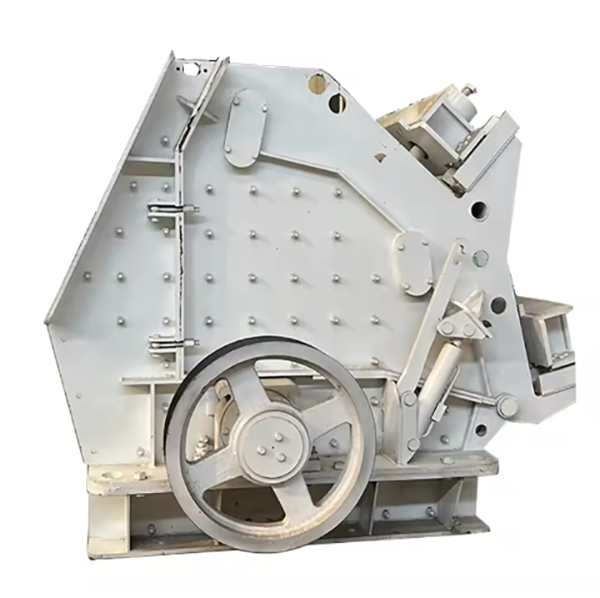
Prallbrecher sind hocheffiziente Zerkleinerungsanlagen, die Materialien durch Hochgeschwindigkeitsaufprall und Rückprall zerkleinern. Das Funktionsprinzip ist: Der Motor treibt den Rotor mit hoher Geschwindigkeit (1000–2000 U/min) an, und die am Rotor angebrachten Schlaghämmer treffen auf die in die Brechkammer eintretenden Materialien. Die Materialien werden durch Aufprall zerkleinert, prallen dann zur Nachzerkleinerung auf die Prallplatte zurück und werden schließlich bei Erreichen der gewünschten Partikelgröße durch den Spalt zwischen Prallplatte und Rotor ausgetragen.
Es eignet sich zum Zerkleinern mittelharter und spröder Materialien mit einer Druckfestigkeit von ≤ 300 MPa, wie Kalkstein, Beton, Asphalt, Kohle und Erz. Aufgrund seiner Vorteile wie der einfachen Struktur, dem hohen Zerkleinerungsverhältnis (bis zu 50:1) und der guten Produktpartikelform wird es häufig in der Bau-, Bergbau-, Straßenbau- und Recyclingindustrie eingesetzt.
2. Zusammensetzung und Struktur des Prallbrechers
Prallbrecher bestehen hauptsächlich aus den folgenden Kernkomponenten, die zusammenarbeiten, um den Zerkleinerungsprozess abzuschließen:
2.1 Rahmenmontage
Oberer Rahmen: Eine geschweißte Konstruktion aus Q355B-Stahlplatten (Dicke 10–20 mm), die die Einfüll- und Brechkammer bildet. Sie ist mit einem Einfülltrichter und Vorrichtungen zur Einstellung der Prallplatte ausgestattet, mit Verstärkungsrippen (Dicke 8–15 mm), um den Aufprallkräften standzuhalten.
Unterer Rahmen: Eine Stahlgusskonstruktion (ZG270-500) oder eine geschweißte Stahlkonstruktion, die Rotor und Motor trägt. Sie wird mit Ankerbolzen auf dem Fundament befestigt und verfügt an der Unterseite über eine 15–30 mm dicke Auslassöffnung, um die Stabilität zu gewährleisten.
2.2 Rotormontage
Hammerschäfte: Hergestellt aus 40Cr-Stahl, mit einem Durchmesser, der etwas größer ist als das Hammerauge, um ein flexibles Schwingen der Hämmer zu gewährleisten.
2.3 Prallplattenmontage
Einstellgeräte: Hydraulikzylinder oder Handräder, die den Abstand zwischen Prallplatte und Rotor (5–50 mm) einstellen, um die Partikelgröße des Ausstoßes zu steuern. Jede Prallplatte verfügt über einen unabhängigen Einstellmechanismus für eine flexible Steuerung.
2.4 Antriebssystem
2.5 Sicherheits- und Zusatzeinrichtungen
3. Gießverfahren für Schlüsselkomponenten
3.1 Schlaghämmer (Hochchromguss Cr15–20)
Musterherstellung: Sand- oder Schaummodelle werden entsprechend der Hammerform hergestellt, mit einer Schrumpfungstoleranz von 1,5–2,0 %.
Die Rohstoffe werden in einem Induktionsofen bei 1450–1500 °C geschmolzen, wobei Chrom und andere Legierungen hinzugefügt werden, um die chemische Zusammensetzung zu erreichen (C 2,8–3,5 %, Cr 15–20 %).
3.2 Rotorscheibe (ZG310-570 Stahlguss)
3.3 Hauptwelle (40Cr-Schmiedeteil)
4. Bearbeitungsprozesse
4.1 Rotorscheibenbearbeitung
Präzisionsbearbeitung: Schleifen der Stirnfläche auf eine Ebenheit ≤0,1 mm/m und eine Oberflächenrauheit Ra3,2 μm. Bohren und Reiben der Hammerschaftlöcher, um Maßgenauigkeit (H7-Toleranz) sicherzustellen.
4.2 Hauptwellenbearbeitung
Drehen: Die CNC-Drehmaschine bearbeitet den Außenkreis, die Stufen und die Keilnuten und lässt dabei eine Schleifzugabe von 0,3–0,5 mm.
Schleifen: Schleifen der Zapfenoberflächen auf IT6-Toleranz und Oberflächenrauheit Ra0,8 μm, um eine Koaxialität ≤0,02 mm sicherzustellen.
4.3 Bearbeitung von Prallplatten
Schleifen: Die Arbeitsfläche wird auf eine Ebenheit von ≤0,2 mm/m und eine Oberflächenrauheit von Ra6,3 μm geschliffen, wobei die Kanten entgratet werden, um eine Materialblockade zu vermeiden.
4.4 Rahmenbearbeitung
5. Qualitätskontrollprozesse
6. Installationsprozess
Durch strenge Herstellungsverfahren, Qualitätskontrolle und standardisierte Installation können Prallbrecher einen effizienten und stabilen Betrieb erreichen und den Zerkleinerungsbedarf verschiedener Branchen für mittelharte und spröde Materialien erfüllen.