Detaillierte Einführung in den VSI-Sandbrecher
1. Übersicht und Anwendung des VSI-Sandbrechers
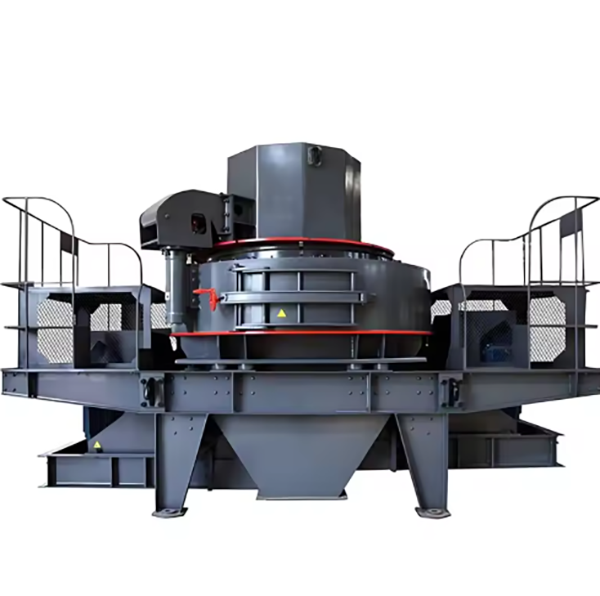
Der VSI-Sandbrecher (Vertical Shaft Impact) ist ein hocheffizientes Gerät zur Herstellung von hochwertigem Kunstsand und Formzuschlagstoffen. Er nutzt das Prinzip der Stein-auf-Stein- oder Stein-auf-Eisen-Prallzerkleinerung: Materialien werden durch einen schnell rotierenden Rotor (2800–3500 U/min) beschleunigt und gegen die Auskleidung der Brechkammer oder andere Materialien geschleudert, wodurch die Zerkleinerung durch Aufprall, Reibung und Scherung erreicht wird.
Dieser Brecher wird häufig im Hoch-, Straßen-, Eisenbahn- und Wasserbau eingesetzt und eignet sich für die Verarbeitung von Materialien wie Granit, Kalkstein, Flusskieseln und Erz. Er erzeugt Sand mit hervorragender Kornform (hohe Kubizität, geringer nadelartiger Anteil ≤10 %) und einstellbarem Feinheitsmodul (2,6–3,0), der den nationalen Normen für Bausand entspricht.
2. Zusammensetzung und Struktur des VSI-Sandbrechers
Der VSI-Sandbrecher besteht aus Kernkomponenten, die koordiniert arbeiten, um eine effiziente Sandproduktion zu gewährleisten:
2.1 Hauptkörpermontage
Obere Abdeckung: Eine Stahlgusskonstruktion (ZG270-500) oder eine geschweißte Stahlkonstruktion (Q355B) bildet die Oberseite der Brechkammer. Sie ist mit einer Einfüllöffnung und einer Materialführungsvorrichtung ausgestattet, die mit Verstärkungsrippen ausgestattet ist, um Aufprallkräften standzuhalten.
2.2 Rotormontage
2.3 Zuführ- und Verteilungssystem
Materialverteiler: Ein kegelförmiges Bauteil im Inneren der oberen Abdeckung, das das Material in zwei Teile aufteilt: Ein Teil gelangt zur Beschleunigung in den Rotor, der andere fällt in die Brechkammer, wo es Stein auf Stein zerkleinert wird.
2.4 Antriebssystem
Riemenscheibe/Kupplung: Beim Keilriemenantrieb sorgen eine große Riemenscheibe auf der Hauptwelle und eine kleine Riemenscheibe am Motor für ein Übersetzungsverhältnis von 1:1,2–1:1,5. Zur Reduzierung des Energieverlustes werden beim Direktantrieb Kupplungen (z. B. elastische Stiftkupplungen) eingesetzt.
2.5 Schmier- und Kühlsystem
3. Herstellungsverfahren des VSI-Sandbrechers
3.1 Rotorscheibe (42CrMo-Schmiedeteil)
3.2 Wurfköpfe (Hochchromguss Cr20–25)
Musterherstellung: Schaummuster werden mit einer Schrumpfungszugabe von 1,5–2,0 % hergestellt, wobei die komplexe Form der Wurfköpfe berücksichtigt wird.
Die Rohstoffe werden in einem Induktionsofen bei 1450–1500 °C geschmolzen, wobei Chrom und Molybdän hinzugefügt werden, um die chemische Zusammensetzung (C 3,0–3,5 %, Cr 20–25 %) zu erreichen.
3.3 Hauptwelle (40CrNiMoA-Schmiedeteil)
4. Verarbeitungsprozesse
4.1 Rotorscheibenbearbeitung
4.2 Hauptwellenbearbeitung
Drehen: Die CNC-Drehmaschine bearbeitet den Außenkreis, die Stufen und die Keilnuten und lässt dabei eine Schleifzugabe von 0,3–0,5 mm.
Schleifen: Die Zapfenoberflächen sind auf IT5-Toleranz und eine Oberflächenrauheit von Ra0,4 μm geschliffen, wodurch eine Koaxialität von ≤0,01 mm gewährleistet wird.
4.3 Brechkammerauskleidung (Chromguss)
Mahlen: Das CNC-Bearbeitungszentrum formt die Innenfläche der Auskleidung so, dass sie zum Wirbel- oder Prallplattendesign passt, mit einer Oberflächenrauheit von Ra3,2 μm.
4.4 Rahmen- und Deckelbearbeitung
5. Qualitätskontrollprozesse
Koordinatenmessgerät (KMG) prüft wichtige Abmessungen: Rundlauf der Rotorscheibe ≤0,05 mm, Toleranz des Hauptwellenzapfendurchmessers ±0,01 mm.
Dynamisches Auswuchten: Die Rotorbaugruppe ist auf G2,5-Klasse (Vibration ≤ 2,5 mm/s) ausgewuchtet, um übermäßige Vibrationen zu vermeiden.
6. Installationsprozess
Vorbereitung des Fundaments: Betonfundament (Klasse C30) mit eingebetteten Ankerbolzen, Ebenheit ≤ 0,1 mm/m, Aushärtungszeit 28 Tage. Auf dem Fundament wird eine Schwingungsisolationsunterlage (5–10 mm dick) platziert, um die Geräusch- und Schwingungsübertragung zu reduzieren.
Der VSI-Sandbrecher gewährleistet durch präzise Fertigung, strenge Qualitätskontrolle und standardisierte Installation eine effiziente Produktion von hochwertigem Kunstsand und erfüllt die Anforderungen moderner Bauprojekte.