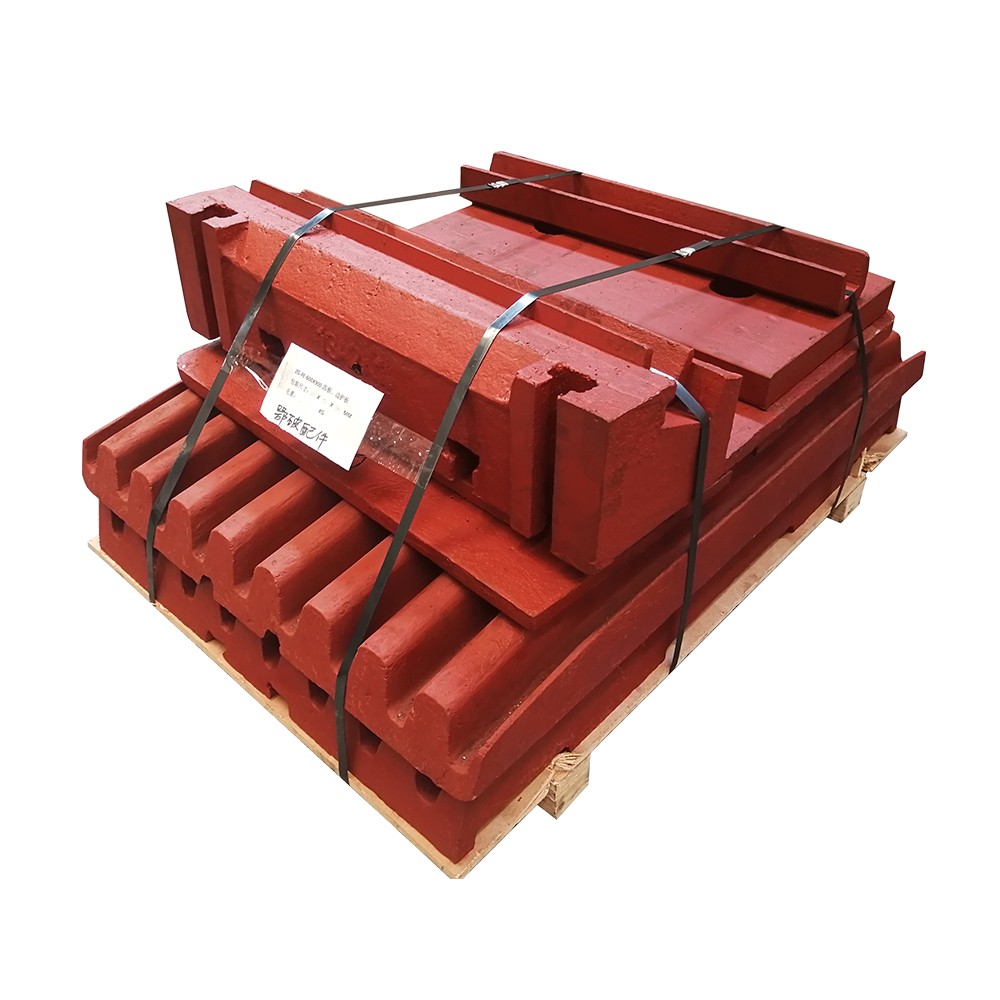
Die feste Backenplatte ist ein stationäres, verschleißfestes Bauteil, das eine Seite der Brechkammer in Backenbrechern bildet. Gegenüber der schwingenden Backenplatte an der Vorderseite des Rahmens montiert, dient sie als feste Arbeitsfläche für die Materialzerkleinerung. Während des Betriebs bleibt die feste Backenplatte stationär und bildet zusammen mit der hin- und hergehenden schwingenden Backenplatte einen sich periodisch öffnenden und schließenden Brechraum, der das Material durch Extrusion und Spaltung auf die gewünschte Größe zerkleinert. Ihre strukturelle Stabilität und Verschleißfestigkeit wirken sich direkt auf die Brechleistung, die Produktgrößengleichmäßigkeit und die Betriebskosten der Anlage aus.
Das Design der festen Backenplatte bietet ein ausgewogenes Verhältnis zwischen Verschleißfestigkeit, einfacher Installation und Passung zum Rahmen. Die Hauptkomponenten und strukturellen Merkmale sind wie folgt:
Hauptteil
Eine dicke Plattenstruktur mit einer Dicke von typischerweise 50–150 mm für kleine bis mittelgroße Brecher und 200–300 mm für große Maschinen. Sie besteht hauptsächlich aus Manganstahl (ZGMn13) für hohe Belastungen, während Chromguss (Cr26–30) für niedrige Belastungen verwendet werden kann. Die Vorderseite dient als Brecher, die Rückseite als Montagefläche für den Rahmen. Die Gesamtform ist entweder gerade oder gebogen (gebogene Designs optimieren das Profil der Brechkammer, um Materialverstopfungen zu reduzieren).
Gezahnte Arbeitsfläche
Die materialberührende Oberfläche weist regelmäßig angeordnete, meist dreieckige oder trapezförmige Zähne mit Höhen von 8–30 mm (angepasst an die Materialhärte) und Zahnteilungen von 20–60 mm sowie Zahnspitzenwinkeln von 60°–90° auf. Die Zähne sind oft symmetrisch angeordnet oder vertikal versetzt. Symmetrische Konstruktionen ermöglichen eine Umkehr nach Verschleiß eines Endes, was die Lebensdauer um über 50 % verlängert. Das Zahnmuster verbessert die Materialhaftung, verhindert ein Abrutschen und verbessert die Zerkleinerungseffizienz.
Montagestruktur
Die feste Backenplatte ist über Bolzen oder Keilblöcke am Rahmen befestigt, sodass die Rückseite Folgendes umfasst:
Bolzenlöcher/Senkungen: Gleichmäßig über die Plattenlänge verteilt, mit einem Durchmesser, der 1–2 mm größer ist als der der Bolzen, um eine Feineinstellung der Position während der Installation zu ermöglichen.
Zentrierzapfen/-vorsprünge: Passen Sie mit den Nuten am Rahmen zusammen, um die seitliche Verschiebung zu begrenzen und die Positionsgenauigkeit im Verhältnis zur Schwenkbackenplatte sicherzustellen.
Gewichtsreduzierungsschlitze (große Platten): Rechteckige oder kreisförmige Schlitze in nicht tragenden Bereichen reduzieren das Gewicht, ohne die strukturelle Festigkeit zu beeinträchtigen.
Kantenverstärkungen
Die oberen und unteren Kanten sind in der Regel dicker (5–10 mm dicker als der Mittelteil), um die Schlagfestigkeit zu erhöhen und ein Absplittern der Kanten durch seitliche Materialeinschläge zu verhindern. Einige feste Backenplatten verfügen unten über einen Auswurfschutz, um das zerkleinerte Material für einen gleichmäßigen Auswurf zu leiten.
Die feste Backenplatte ist starken Stößen und Reibungen ausgesetzt. Daher sind Gussverfahren erforderlich, die Materialgleichmäßigkeit und Schlagzähigkeit gewährleisten. Der konkrete Prozess läuft wie folgt ab:
Formvorbereitung
Es wird Harzsandguss (kleine bis mittelgroße Platten) oder Natriumsilikatsandguss (große Platten) verwendet. Holz- oder Schaumstoffmodelle werden anhand von 3D-Zeichnungen hergestellt, wobei Zähne, Bolzenlöcher und Montageflächen mit einer Bearbeitungszugabe von 5–8 mm genau nachgebildet werden (Manganstahl mit hoher Härte hat eine Schrumpfrate von ca. 2 %).
Für die Zahnbereiche werden geteilte Sandkerne oder integrierte Gussformen verwendet, um die Präzision der Zahnspitzen und -füße zu gewährleisten (Zahnhöhenabweichung ≤ 0,5 mm). Die Gussformen für die Montageflächen werden so bearbeitet, dass ein Ebenheitsfehler des Gussteils von ≤ 2 mm/m gewährleistet ist.
Schmelzen und Gießen
Schmelzen von Manganstahl: Roheisen und Stahlschrott mit niedrigem Phosphor- (P ≤ 0,07 %) und Schwefelgehalt (S ≤ 0,05 %) werden in einem Mittelfrequenzofen bei 1500–1550 °C geschmolzen. Die chemische Zusammensetzung wird kontrolliert (C: 1,0–1,4 %, Mn: 11–14 %, Si: 0,3–0,8 %), um ein Mn/C-Verhältnis ≥ 10 sicherzustellen (kritisch für austenitische Struktur).
Desoxidation: Zur endgültigen Desoxidation werden Ferrosilizium (0,5–1,0 %) und Aluminiumblöcke (0,1–0,2 %) hinzugefügt, wodurch der Sauerstoffgehalt auf ≤ 0,005 % reduziert wird, um Porosität zu verhindern.
Gießen: Es wird ein Bodengießsystem mit einer Temperatur von 1400–1450 °C verwendet. Große Platten mit festen Backen werden in 2–3 Schritten (im Abstand von 30–60 Sekunden, um Kaltverklebungen zu vermeiden) gegossen. Die Dauer beträgt je nach Gewicht 3–10 Minuten, um eine vollständige Füllung sicherzustellen.
Ausschütteln und Lösungsglühen
Nach dem Abkühlen auf unter 200 °C wird das Gussteil ausgeschlagen. Speiser werden durch Brennschneiden entfernt und Angussstellen plangeschliffen. Oberflächensand und Grate werden gereinigt.
Lösungsglühen (kritischer Schritt): Das Gussstück wird langsam auf 1050–1100 °C erhitzt (Heizrate ≤ 100 °C/h, um Rissbildung zu vermeiden) und 2–4 Stunden auf dieser Temperatur gehalten (um die vollständige Auflösung des Karbids in Austenit sicherzustellen). Anschließend wird es schnell wassergekühlt (Wassertemperatur ≤ 30 °C, Abkühlrate ≥ 50 °C/s), um eine einheitliche austenitische Struktur mit einer Härte ≤ 230 HBW und einer Schlagenergie ≥ 180 J (-40 °C) zu bilden.
Durch die Bearbeitung wird die Präzision der Arbeitsfläche und die Passgenauigkeit der Montage gewährleistet, wodurch ungleichmäßige Spaltmaße in der Brechkammer aufgrund von Maßabweichungen vermieden werden. Der konkrete Prozess läuft wie folgt ab:
Schruppbearbeitung
Unter Verwendung der gegossenen Montagefläche als Referenz wird die Arbeitsfläche (ohne Zähne) auf einer Portalfräse vorgefräst, wobei eine Endbearbeitungstoleranz von 2–3 mm verbleibt. Der Ebenheitsfehler wird auf ≤ 1 mm/m und die Parallelität zur Montagefläche auf ≤ 0,5 mm/m kontrolliert.
Die Bolzenlöcher werden auf einer Bohrmaschine gemäß den Zeichnungsspezifikationen gebohrt, mit einer Durchmessertoleranz von ± 0,5 mm und einer Tiefe, die 2–3 mm größer als die Bolzenlänge ist, um einen vollständigen Gewindeeingriff zu gewährleisten.
Zahnbearbeitung
Zur Bearbeitung der Zähne wird ein spezieller Formfräser auf einer CNC-Portalfräsmaschine verwendet. Dabei wird eine Zahnhöhen-/Teilungstoleranz von ± 0,5 mm und eine Oberflächenrauheit von Ra ≤ 6,3 μm gewährleistet. Bei symmetrischen Zähnen beträgt die Symmetrieabweichung ≤ 0,3 mm (um eine Umkehrung zu ermöglichen).
Zahnfußrundung: Ein Radiusfräser schneidet die Wurzeln (R = 2–5 mm) ab, um Spannungskonzentrationen und Zahnfußbrüche zu vermeiden.
Montageoberflächenbearbeitung
Die Montagefläche ist fertig gefräst auf Ra ≤ 12,5 μm, Ebenheit ≤ 0,5 mm/m und Rechtwinkligkeit zur Arbeitsfläche ≤ 0,1 mm/100 mm (mit Messuhr überprüft).
Die Passzapfen werden passend zum Rahmen gefräst, mit einer Breitentoleranz von ± 0,2 mm und einer Tiefentoleranz von ± 0,1 mm, wodurch ein Kontakt von ≥ 85 % mit dem Rahmen gewährleistet wird (Spalt ≤ 0,1 mm mit Fühlerlehre).
Oberflächenbehandlung
Bearbeitungsgrate werden entfernt. Nicht-Arbeitsflächen werden sandgestrahlt (Ra = 25–50 μm), um die Reibung mit dem Rahmen zu erhöhen. Optional wird verschleißfester Klebstoff (z. B. Epoxidharz) auf die Montagefläche aufgetragen, um die Abdichtung zu verbessern.
Materialleistungskontrolle
Prüfung der chemischen Zusammensetzung: Ein direkt ablesbares Spektrometer analysiert C, Mn usw. und stellt die Einhaltung der ZGMn13-Standards sicher (Mn: 11–14 %, C: 1,0–1,4 %).
Prüfung der mechanischen Eigenschaften: Die Proben werden einem Schlagtest (-40 °C, Schlagenergie bei niedriger Temperatur ≥ 120 J) und einer Härtemessung (≤ 230 HBW nach Lösungsglühen) unterzogen.
Metallografische Untersuchung: Die Mikrostrukturanalyse bestätigt eine einzelne austenitische Phase (keine Netzwerkkarbide, die die Zähigkeit verringern).
Gussqualitätskontrolle
Visuelle Defektprüfung: 100%ige Sichtprüfung schließt Risse, Lunker und Fehlläufe aus. Die Magnetpulverprüfung (MT) an Zähnen stellt sicher, dass keine Oberflächenrisse oder Kaltverklebungen vorliegen.
Interne Qualitätsprüfung: Durch Ultraschallprüfung (UT) an großen Platten werden Poren oder Einschlüsse ≥ φ3 mm in kritischen Bereichen (Zahnfüße, Bolzenlöcher) verhindert.
Kontrolle der Bearbeitungsgenauigkeit
Prüfung der Maßtoleranzen: Die Einhaltung der Zahnprofile wird mit Schablonen überprüft. Eine Koordinatenmessmaschine überprüft die Toleranz der Bolzenlochposition (± 0,2 mm).
Prüfung der geometrischen Toleranz: Eine Laserwasserwaage prüft die Ebenheit der Arbeitsfläche. Ein Winkel überprüft die Rechtwinkligkeit zwischen Montage- und Arbeitsfläche.
Montageprüfung
Probemontage: Die feste Backenplatte wird am Rahmen montiert, um die Festigkeit zu prüfen (die Schraubenvorspannung entspricht den Spezifikationen), ohne dass beim manuellen Schütteln Lockerheit auftritt.
Druckprüfung: Durch 8-stündiges Zerkleinern von Standardmaterialien (z. B. Granit) unter Nennlast werden Zahnverschleiß (≤ 0,5 mm), das Fehlen von Rissen/Verformungen und eine Produktgrößenabweichung von ≤ 5 % überprüft.
Durch diese Prozesse bleibt die feste Backenplatte auch unter hohen Belastungen verschleißfest und hat eine Lebensdauer von 4–8 Monaten (angepasst an die Materialhärte). Regelmäßige Kontrollen des Zahnverschleißes und rechtzeitiges Umkehren/Austauschen gewährleisten eine gleichbleibende Brechleistung.
1. Art der Zahnplatte
Die Querschnittsstruktur der Zahnplatte des Backenbrechers weist zwei Arten auf: eine glatte Oberfläche und eine Gitteroberfläche. Letztere ist in eine Dreieck- und eine Trapezoberfläche unterteilt. Um die Produktgröße und -form sicherzustellen, werden üblicherweise dreieckige oder trapezförmige Zahnplatten verwendet.

2. Das Material der Zahnplatte
Die in den bestehenden Backenbrechern verwendeten Zahnplatten bestehen im Allgemeinen aus Mangan 13ZGMn13, das sich durch Oberflächenhärtung unter Stoßbelastung auszeichnet. Das Mangan 13ZGMn13 kann eine harte und verschleißfeste Oberfläche bilden und gleichzeitig das ursprüngliche Metall seiner inneren Schicht beibehalten. Aufgrund seiner Zähigkeit ist es ein verschleißfestes Material, das häufig in Brechern verwendet wird.
3. Änderungsplan der Zahnplatte
Bei der Umformung sind die Arbeitsteile des Brechers die feste und die bewegliche Zahnplatte. Die bewegliche Zahnplatte ist an der beweglichen Backe befestigt, und ihre Hauptverschleißteile befinden sich hauptsächlich in der Mitte. Bei der Umformung wurde die bewegliche Zahnplatte nicht verändert, hauptsächlich die feste Zahnplatte. Nach der Veränderung der festen Zahnplatte erhöht sich ihr Gewicht, da sie mit dem Rahmenkörper verbunden ist, und die Arbeit des gesamten Brechers wird nicht beeinträchtigt.
4. Die Lebensdauer der Zahnplatte
Die Zahnplatte ist großen Stößen und Druckkräften ausgesetzt und verschleißt daher stark. Um ihre Lebensdauer zu verlängern, können zwei Aspekte berücksichtigt werden: Zum einen müssen hochverschleißfeste Materialien verwendet werden; zum anderen müssen die strukturelle Gestaltung und die geometrischen Abmessungen der Zahnplatte angemessen festgelegt werden.