In diesem Dokument wird der obere Rahmen des Kegelbrechers näher erläutert. Dieser ist ein grundlegendes Strukturbauteil im oberen Bereich des Brechers und trägt wichtige Baugruppen wie den festen Kegel, den Einstellring und den Einfülltrichter. Zu seinen Hauptfunktionen gehören die strukturelle Unterstützung (Tragen und Übertragen von Lasten bis zu mehreren hundert Tonnen), die Bildung der Brechkammer (Zusammenwirken mit dem beweglichen Kegel), die Sicherstellung der Komponentenausrichtung und der Schutz der Innenteile.
Der obere Rahmen, ein großes hohles zylindrisches oder konisches Gussteil, besteht aus Komponenten wie dem Rahmenkörper (aus hochfestem Gussstahl ZG310–570 oder Sphäroguss QT600–3), einer festen Kegelmontagefläche, einer Einstellringführung, Flanschverbindungen (oberer und unterer Flansch), Verstärkungsrippen, Schmier- und Inspektionsöffnungen und einem optionalen Kühlmantel, jeweils mit spezifischen strukturellen Merkmalen.
Der Gussprozess des oberen Rahmens umfasst die Materialauswahl, die Modellherstellung (mit Schrumpfungstoleranzen und Entformungsschrägen), das Formen (mit Grünsand- oder kunstharzgebundenen Sandformen), das Schmelzen und Gießen (mit kontrollierten Temperaturen und Durchflussraten), das Abkühlen und Ausschalen sowie die Wärmebehandlung (Normalisieren und Anlassen bei Stahlguss, Glühen bei Sphäroguss). Der Bearbeitungs- und Herstellungsprozess umfasst die Grobbearbeitung, die Zwischenwärmebehandlung, die Endbearbeitung (von Flanschen, Innenkegel und Einstellringführung) und die Oberflächenbehandlung.
Die Qualitätskontrollprozesse umfassen die Prüfung der Gussqualität (Ultraschall- und Magnetpulverprüfung), die Prüfung der Maßgenauigkeit (mit KMG und Lasertracker), die Prüfung der Werkstoffe (chemische Zusammensetzung und Härteprüfung), die Belastungsprüfung und die Überprüfung der Passgenauigkeit. Diese Prozesse gewährleisten die ausreichende strukturelle Integrität und Maßgenauigkeit des oberen Rahmens, um einen stabilen Betrieb des Kegelbrechers im Hochleistungseinsatz zu gewährleisten.
Detaillierte Einführung in die obere Rahmenkomponente des Kegelbrechers
1. Funktion und Rolle des oberen Rahmens
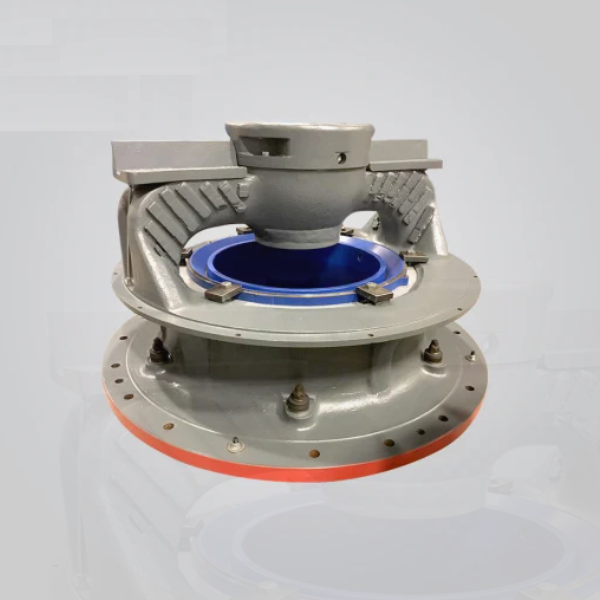
Der obere Rahmen des Kegelbrechers (auch als oberer Rahmen oder obere Schale bezeichnet) ist ein grundlegendes Strukturbauteil im oberen Bereich des Brechers und dient als Hauptträger für wichtige Baugruppen wie den festen Kegel, den Einstellring und den Einfülltrichter. Zu seinen Hauptfunktionen gehören:
Strukturelle Unterstützung: Trägt das Gewicht der festen Kegelauskleidung, des Einstellrings und der ankommenden Materiallast (bis zu Hunderten von Tonnen) und überträgt diese Lasten auf den unteren Rahmen oder das Fundament.
Brechkammerbildung: Bildet in Verbindung mit dem beweglichen Kegel den oberen Abschnitt der Brechkammer, definiert den anfänglichen Materialeintrittsraum und leitet das Erz in die Brechzone.
Komponentenausrichtung: Aufrechterhaltung einer präzisen Positionierung des festen Kegels und des Einstellrings im Verhältnis zum beweglichen Kegel, wodurch eine stabile Steuerung des Brechspalts und eine gleichmäßige Partikelgrößenausgabe gewährleistet werden.
Schutz: Umschließen interner Komponenten (z. B. Exzenterbaugruppe, Zahnräder), um sie vor äußeren Einflüssen, Staub und Umweltschäden zu schützen.
Aufgrund seiner Rolle bei der Aufnahme schwerer Lasten und der strukturellen Stabilität muss der obere Rahmen eine hohe Steifigkeit, Schlagfestigkeit und Maßgenauigkeit aufweisen.
2. Zusammensetzung und Struktur des oberen Rahmens
Der obere Rahmen ist ein großes, hohles, zylindrisches oder konisches Gussteil mit komplexen inneren und äußeren Merkmalen, das aus den folgenden Hauptkomponenten besteht:
Rahmenkörper: Der Hauptstrukturabschnitt, typischerweise mit einer konischen oder abgestuften zylindrischen Form, besteht aus hochfestem Stahlguss (z. B. ZG310–570) oder Sphäroguss (QT600–3) für große Brecher. Die Wandstärke beträgt 50 bis 150 mm, mit dickeren Abschnitten in tragenden Bereichen.
Feste Kegelmontagefläche: Eine präzisionsgefertigte innere konische Oberfläche (Kegelwinkel 15°–30°), die mit der festen Kegelbuchse zusammenpasst und über Bolzenlöcher oder Schwalbenschwanznuten zur sicheren Befestigung verfügt.
Einstellringführung: Eine äußere zylindrische oder mit Gewinde versehene Oberfläche, die mit dem Einstellring verbunden ist und eine Drehverstellung des festen Kegels zur Veränderung des Brechspalts ermöglicht. Gewindeführungen verwenden Trapezgewinde (metrisch oder Zoll) für eine gleichmäßige, lasttragende Bewegung.
Flanschverbindungen:
Oberer Flansch: Ein umlaufender Flansch am oberen Ende zur Befestigung des Einfülltrichters mit gleichmäßig verteilten Schraubenlöchern (M20–M36) und einer bearbeiteten Dichtfläche zur Vermeidung von Materialaustritt.
Unterer Flansch: Ein unterer Flansch, der mit dem unteren Rahmen oder der Basis verbunden ist und über Hochleistungsschrauben (Klasse 8.8 oder 10.9) und Passstifte zur Ausrichtung verfügt, um die Konzentrizität mit der Hauptwelle sicherzustellen.
Verstärkungsrippen: Interne und externe radiale Rippen (10–30 mm dick), die entlang des Rahmenkörpers verteilt sind, um die Steifigkeit zu erhöhen und die Durchbiegung unter Last zu verringern (normalerweise begrenzt auf ≤0,5 mm unter Volllast).
Schmier- und Inspektionsöffnungen: Gebohrte Löcher oder gegossene Kanäle für die Schmiermittelzufuhr zu den Gewinden der Einstellringe und Zugangsöffnungen für die Sichtprüfung der internen Komponenten.
Kühlmantel (optional): Ein wassergekühlter Hohlraum in großen Brechern zur Ableitung der Wärme aus der Brechkammer, mit Einlass-/Auslassöffnungen, die mit dem Kühlsystem verbunden sind.
3. Gießprozess für den oberen Rahmen
Der Oberrahmen wird aufgrund seiner Größe und komplexen Geometrie fast ausschließlich im Sandgussverfahren hergestellt, und zwar in den folgenden Schritten:
Materialauswahl:
Hochfester Stahlguss (ZG310–570) wird aufgrund seiner hervorragenden Zugfestigkeit (≥ 570 MPa) und Schlagzähigkeit (Dehnung ≥ 15 %) bevorzugt und eignet sich für Anwendungen mit hoher Belastung. Für mittelgroße Rahmen wird Sphäroguss (QT600–3) verwendet, da er sich besser gießen lässt und kostengünstiger ist.
Musterherstellung:
Aus Polyurethanschaum oder Holz wird ein maßstabsgetreues Muster erstellt, das die äußere Form, die innere Verjüngung, die Flansche und die Rippen des Rahmens nachbildet. Je nach Material werden Schrumpfungszugaben (1,5–2,5 %) hinzugefügt (bei Stahl höher), und Entformungsschrägen (3°–5°) werden zur einfachen Entformung berücksichtigt.
Das Muster ist mit internen Stützen verstärkt, um eine Verformung während des Formens zu verhindern.
Formen:
Es wird eine zweiteilige (Ober- und Unterteil) Grünsandform oder eine harzgebundene Sandform hergestellt, wobei große Sandkerne zur Bildung der inneren Hohlräume und Rippen verwendet werden. Die Formoberfläche wird mit einer feuerfesten Schlichte (Aluminiumoxid-Siliziumdioxid) beschichtet, um die Oberflächenbeschaffenheit zu verbessern und das Eindringen von Metall in den Sand zu verhindern.
Schmelzen und Gießen:
Für Stahlguss: Die Legierung wird in einem Lichtbogenofen bei 1520–1560 °C geschmolzen, wobei die chemische Zusammensetzung auf 0,25–0,35 % C, 0,2–0,6 % Si und 0,8–1,2 % Mn kontrolliert wird, um Festigkeit und Zähigkeit auszugleichen.
Das Gießen erfolgt mithilfe einer großen Pfanne mit Bodengießmechanismus. Dadurch wird eine gleichmäßige Fließgeschwindigkeit (50–100 kg/s) gewährleistet, um den Formhohlraum ohne Turbulenzen zu füllen, die zu Porosität oder Kaltverklebungen führen können. Die Gießtemperatur beträgt 1480–1520 °C für Stahl und 1380–1420 °C für Sphäroguss.
Abkühlen und Ausschütteln:
Das Gussteil wird 72–120 Stunden in der Form gekühlt, um die thermische Spannung zu minimieren, und anschließend durch Vibration entfernt. Sandrückstände werden durch Kugelstrahlen (G18-Stahlsand) entfernt, um eine Oberflächenrauheit von Ra50–100 μm zu erreichen.
Wärmebehandlung:
Stahlgussrahmen werden einer Normalisierung (850–900 °C, luftgekühlt) unterzogen, um die Kornstruktur zu verfeinern. Anschließend erfolgt ein Anlassen (600–650 °C), um die Härte auf 180–230 HBW zu reduzieren und so die Bearbeitbarkeit zu verbessern.
Rahmen aus duktilem Gusseisen werden bei 850–900 °C geglüht (ofengekühlt), um Karbide zu entfernen und die Härte auf 190–270 HBW zu reduzieren.
4. Bearbeitungs- und Herstellungsprozess
Schruppbearbeitung:
Der Gussrahmen wird auf einer großen CNC-Bohr- oder Portalfräsmaschine montiert, um die oberen und unteren Flanschflächen, den Außendurchmesser und die Referenzflächen zu bearbeiten. Dabei wird eine Nachbearbeitungstoleranz von 5–10 mm eingehalten. Dies gewährleistet die Ebenheit (≤ 2 mm/m) für die nachfolgende Bearbeitung.
Die innere konische Oberfläche (feste Kegelmontage) wird mit einer CNC-Drehmaschine mit angetriebener Werkzeugachse vorgedreht, um sicherzustellen, dass der Kegelwinkel innerhalb von ±0,5° des Entwurfs liegt.
Zwischenwärmebehandlung:
Durch Spannungsarmglühen bei 600–650 °C (luftgekühlt) werden Restspannungen aus der Grobbearbeitung entfernt und Verformungen bei der Feinbearbeitung vermieden.
Fertigbearbeitung:
Flansche: Die oberen und unteren Flansche werden mit einer CNC-Fräsmaschine fertig bearbeitet, um Ebenheit (≤0,1 mm/m) und Rechtwinkligkeit zur Rahmenachse (≤0,05 mm/100 mm) zu erreichen. Die Bolzenlöcher werden mit Toleranzklasse 6H gebohrt und mit Gewinden versehen, mit einer Positionsgenauigkeit (±0,2 mm) relativ zur Rahmenmitte.
Innenkegel: Die Montagefläche des festen Kegels ist auf eine Oberflächenrauheit von Ra3,2 μm fertiggedreht, mit einer Kegelwinkeltoleranz (±0,1°) und einer Durchmessertoleranz (±0,2 mm), um eine ordnungsgemäße Passung mit dem festen Kegel zu gewährleisten.
Einstellringführung: Gewindeflächen (sofern vorhanden) werden mit einer CNC-Gewindefräsmaschine präzisionsbearbeitet, mit Gewindesteigungstoleranz (±0,05 mm) und Profilgenauigkeit, um eine reibungslose Einstellbewegung zu gewährleisten.
Oberflächenbehandlung:
Die Außenfläche ist mit einer Epoxidgrundierung und einer Polyurethan-Deckschicht (Gesamtdicke 100–150 μm) lackiert, um Korrosion im Außenbereich oder in feuchten Umgebungen zu verhindern.
Bearbeitete Passflächen (Flansche, Innenkegel) sind mit Rostschutzöl beschichtet, um Oxidation während Lagerung und Transport zu verhindern.
5. Qualitätskontrollprozesse
Gussqualitätsprüfung:
An kritischen tragenden Bereichen (Flanschen, Rippenverbindungen) wird eine Ultraschallprüfung (UT) durchgeführt, um innere Defekte zu erkennen (z. B. werden Schrumpfporen >φ5 mm abgelehnt).
Bei der Magnetpulverprüfung (MPT) wird nach Oberflächenrissen in Flanschen und Gewindebereichen gesucht. Jeder lineare Defekt von weniger als 1 mm führt zur Ablehnung.
Maßgenauigkeitsprüfungen:
Ein Koordinatenmessgerät (KMG) mit großem Messvolumen überprüft wichtige Abmessungen: Gesamthöhe (±1 mm), Flanschebenheit, Kegelwinkel und Bolzenlochpositionen.
Die Konzentrizität des Rahmens (Außendurchmesser im Verhältnis zur Innenkonizität) wird mit einem Lasertracker mit einer Toleranz von ≤0,1 mm/m gemessen.
Materialprüfung:
Die Analyse der chemischen Zusammensetzung (Spektrometrie) bestätigt die Einhaltung der Materialnormen (z. B. ZG310–570: C ≤ 0,37 %, Mn ≤ 1,2 %).
Durch Härteprüfungen (Brinell) wird sichergestellt, dass der Rahmen die Härtespezifikationen (180–230 HBW für Stahl, 190–270 HBW für Sphäroguss) erfüllt.
Belastungstests:
Ein statischer Belastungstest wird durchgeführt, indem 24 Stunden lang 120 % der Nennlast auf den oberen Flansch ausgeübt werden, wobei keine sichtbare Verformung (gemessen mit Messuhren) zulässig ist.
Überprüfung der Passung der Baugruppe:
Der Rahmen wird probeweise mit dem festen Kegel, dem Einstellring und dem Einfülltrichter zusammengebaut, um die richtige Ausrichtung und Passung zu überprüfen. Dabei werden die Abstände zwischen den Passflächen (≤ 0,1 mm) mit Fühlerlehren überprüft.
Durch diese strengen Fertigungs- und Qualitätskontrollprozesse erreicht der obere Rahmen die strukturelle Integrität und Maßgenauigkeit, die zur Unterstützung kritischer Brecherkomponenten erforderlich ist, und gewährleistet so einen stabilen und effizienten Betrieb bei Hochleistungs-Brechanwendungen.