Detaillierte Einführung in den Kegelbrecher der CH-Serie
1. Übersicht und Anwendung des Kegelbrechers der CH-Serie
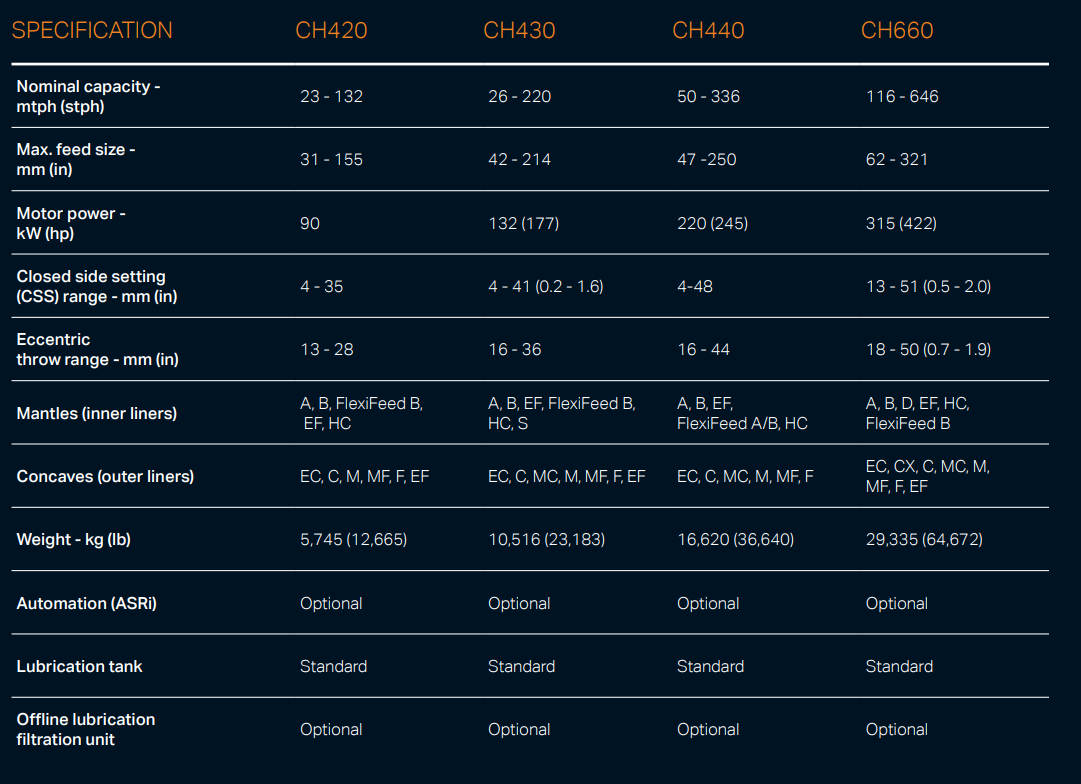
Der Kegelbrecher der CH-Serie ist eine leistungsstarke Brechanlage für mittelfeine bis harte und abrasive Materialien, die häufig im Bergbau, in der Zuschlagstoffproduktion und in der Metallurgie eingesetzt wird. Er integriert fortschrittliche Technologien wie optimiertes Hohlraumdesign, hydraulische Anpassung und intelligente Steuerung und zeichnet sich durch eine hohe Brechleistung (bis zu 2000 t/h), eine ausgezeichnete Produktkubizität (≥ 85 %) und eine hohe Anpassungsfähigkeit an Materialien wie Granit, Basalt und Erz aus.
Das Funktionsprinzip basiert auf der Zerkleinerung von Schichten: Der Motor treibt die Exzenterwellenhülse an und versetzt den beweglichen Kegel in periodische Schwingungen. Materialien werden zwischen dem beweglichen und dem festen Kegel gequetscht, gebogen und aufprallt, allmählich in gleichmäßige Partikel zerkleinert und durch die verstellbare Auslassöffnung ausgetragen. Die Serie umfasst Modelle wie CH430, CH660 und CH890 mit unterschiedlichen Verarbeitungskapazitäten, um unterschiedlichen Produktionsanforderungen gerecht zu werden.
2. Zusammensetzung und Struktur des Kegelbrechers der CH-Serie
Der Kegelbrecher der CH-Serie besteht aus präzise aufeinander abgestimmten Kernbaugruppen, die einen stabilen und effizienten Betrieb gewährleisten:
2.1 Hauptrahmenbaugruppe
Unterer Rahmen: Eine robuste Basis aus Stahlguss (ZG35CrMo), in der die Exzenterwellenhülse, das Hauptwellenlager und die Hydraulikzylinder untergebracht sind. Sie ist mit Ankerbolzen (M30–M60) am Fundament verschraubt und verfügt über interne Ölkanäle zur Schmierung.
2.2 Zerkleinerungsaggregat
Beweglicher Kegel: Besteht aus einem geschmiedeten 42CrMo-Konuskörper und einer Laufbuchse aus hochchromhaltigem Gusseisen (Cr20). Der Konuskörper hat einen kugelförmigen Boden, der zum Kugellager der Hauptwelle passt und so ein flexibles Schwingen ermöglicht. Die Laufbuchse ist mit einem Zinklegierungsguss befestigt, um einen festen Kontakt zu gewährleisten. Die verschleißfeste Schichtdicke beträgt 30–80 mm.
Fester Kegel (konkav): Eine segmentierte Ringauskleidung (3–6 Segmente) aus Cr20 oder ZGMn13, montiert auf dem oberen Rahmen. Das Hohlraumprofil jedes Segments (Winkel 18°–25°) ist für spezifische Partikelgrößenanforderungen optimiert, mit ineinandergreifenden Strukturen, um Materiallecks zu verhindern.
2.3 Getriebe und Antriebssystem
2.4 Hydraulik- und Steuerungssystem
Sicherheitssystem: Überlastschutz durch Druckbegrenzungsventile. Beim Eindringen von nicht zerkleinerbarem Material ziehen sich die Zylinder zurück, um die Auslassöffnung zu erweitern, Fremdkörper auszustoßen und automatisch zurückzusetzen.
2.5 Schmier- und Staubschutzsystem
Dünnschichtölschmierung: Ein unabhängiges System mit Doppelpumpen, Kühlern und Filtern, das ISO VG 46-Öl bei 0,2–0,4 MPa zu Lagern und Zahnrädern zirkulieren lässt und die Temperatur unter 55 °C hält.
Staubdichte Struktur: Labyrinthdichtungen + Öldichtungen + Luftspülung (0,3–0,5 MPa) verhindern das Eindringen von Staub, mit einer Wassersprühoption für Umgebungen mit hohem Staubaufkommen.
3. Gießverfahren für Schlüsselkomponenten
3.1 Rahmen (ZG270-500/ZG35CrMo)
Musterherstellung: 3D-gedruckte Harzmuster in Originalgröße mit Schrumpfungstoleranzen (1,2–1,5 %), einschließlich Rippendetails und Ölkanälen.
ZG35CrMo: Legiert mit Cr (0,8–1,2 %) und Mo (0,2–0,3 %), gegossen bei 1500–1540 °C.
3.2 Exzenterwellenhülse (ZG35CrMo)
Gießen und Wärmebehandlung: Gegossen bei 1500–1540 °C, dann abgeschreckt (850 °C, ölgekühlt) + angelassen (580 °C), um HB 220–260 und eine Zugfestigkeit ≥785 MPa zu erreichen.
3.3 Beweglicher Kegelkörper (42CrMo-Schmiedeteil)
Wärmebehandlung: Abgeschreckt (840 °C, wassergekühlt) + angelassen (560 °C), um HRC 28–32 zu erreichen, Zugfestigkeit ≥900 MPa.
4. Bearbeitungsprozesse
4.1 Rahmenbearbeitung
Präzisionsbearbeitung: Schleifen von Flanschoberflächen auf Ra1,6 μm, Ebenheit ≤0,1 mm/m. Bohren/Gewindeschneiden von Bolzenlöchern (M30–M60, Klasse 6H) mit einer Positionsgenauigkeit von ±0,1 mm.
4.2 Bearbeitung der Exzenterwellenhülse
Schleifen: Außendurchmesser und Bohrung auf IT6 geschliffen, Ra0,8 μm. Rechtwinkligkeit der Zahnradmontagefläche ≤0,02 mm/100 mm.
4.3 Bewegliche Kegelbearbeitung
5. Qualitätskontrollprozesse
6. Installationsprozess
Vorbereitung des Fundaments: Betonfundament (Klasse C30) mit eingebetteten Ankerbolzen, Ebenheit ≤0,1 mm/m, 28 Tage ausgehärtet.
Hydraulik- und Schmiersystemanschluss: Leitungen gespült (Ölreinheit NAS 8), Schläuche angeschlossen, Druck geprüft (1,5-facher Betriebsdruck).
Der Kegelbrecher der CH-Serie bietet durch präzise Fertigung und strenge Qualitätskontrolle zuverlässige Leistung bei großen Brechvorgängen und gewährleistet hohe Effizienz und Produktqualität











