Der Kegelbrecherrahmen dient als grundlegende Strukturkomponente des Brechers als „Rückgrat“ und erfüllt zentrale Funktionen wie die allgemeine strukturelle Unterstützung (trägt das Gewicht aller Komponenten und Brechkräfte von bis zu Tausenden Tonnen), die Kraftübertragung (verteilt die Lasten auf das Fundament), die Positionierung der Komponenten (Bereitstellung präziser Montageflächen) und die Schutzummantelung (Unterbringung der internen Komponenten). Er erfordert hohe Steifigkeit, Festigkeit und Dimensionsstabilität, um langfristig hohen Belastungen und dynamischen Stößen standzuhalten.
Strukturell handelt es sich um eine große, hochbelastbare Guss- oder Schweißkonstruktion, die aus dem Rahmenkörper (hochfester Gussstahl ZG35CrMo oder geschweißter niedriglegierter Stahl Q355B mit 80–200 mm dicken Wänden), einem Lagergehäuse, einer Kammer für die exzentrische Buchse, Montageflanschen (Basis- und Oberflansch), Verstärkungsrippen (30–80 mm dick), Schmier- und Kühlkanälen sowie Inspektions- und Zugangstüren besteht.
Bei großen und komplexen Rahmen umfasst der Gussprozess die Materialauswahl, die Modellherstellung (mit 1,5–2,5 % Schrumpfungstoleranz), das Formen (mit harzgebundenem Sand), das Schmelzen und Gießen (kontrollierte Temperatur und Durchflussrate) sowie die Kühlung und Wärmebehandlung (Normalisierung und Anlassen). Der Bearbeitungs- und Herstellungsprozess umfasst die Grobbearbeitung, die Bearbeitung von Lagergehäuse und Kammer, die Bearbeitung von Flanschen und Montageflächen, die Bearbeitung von Verstärkungsrippen und Außenflächen sowie die Oberflächenbehandlung.
Die Qualitätskontrollprozesse umfassen Materialprüfungen (chemische Zusammensetzung, Zug- und Schlagprüfung), Maßprüfungen (mittels Koordinatenmessgerät und Laserscanning), zerstörungsfreie Prüfungen (UT und MPT), mechanische Prüfungen (Härte- und Belastungsprüfungen) sowie Montage- und Funktionsprüfungen. Diese Prozesse gewährleisten die Stabilität, Zuverlässigkeit und lange Lebensdauer des Brechers im Hochleistungseinsatz.
Detaillierte Einführung in die Kegelbrecher-Rahmenkomponente
1. Funktion und Rolle des Rahmens
Der Kegelbrecherrahmen (auch Hauptrahmen oder Grundrahmen genannt) ist das grundlegende Strukturelement, das alle inneren und äußeren Teile des Brechers trägt und als Rückgrat der gesamten Maschine dient. Zu seinen Hauptfunktionen gehören:
Allgemeine strukturelle Unterstützung: Trägt das Gewicht aller Komponenten (Exzenterbuchse, beweglicher Kegel, Schüssel, Motor usw.) und die während des Betriebs entstehenden Zerkleinerungskräfte (bis zu Tausenden von Tonnen) und gewährleistet so einen stabilen Betrieb.
Kraftübertragung: Verteilung der vertikalen und horizontalen Lasten aus dem Zerkleinerungsprozess auf das Fundament, wodurch Vibrationen und Lärm reduziert werden.
Komponentenpositionierung: Bereitstellung präziser Montageflächen und Positionierungsmerkmale für die Exzenterbuchse, das Hauptwellenlager, die Schüssel und andere wichtige Teile, um deren korrekte relative Positionen sicherzustellen.
Schutzgehäuse: Unterbringung interner Komponenten wie der Exzenterbaugruppe und der Zahnräder, wodurch das Eindringen von Staub, Wasser und Schmutz verhindert und der Bediener vor beweglichen Teilen geschützt wird.
Aufgrund seiner wichtigen Rolle muss der Rahmen eine hohe Steifigkeit, Festigkeit und Formstabilität aufweisen, um langfristig hohen Belastungen und dynamischen Stößen standzuhalten.
2. Zusammensetzung und Struktur des Rahmens
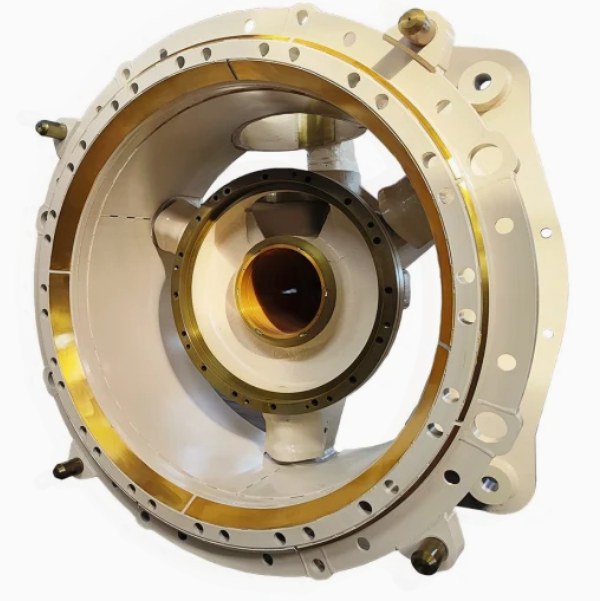
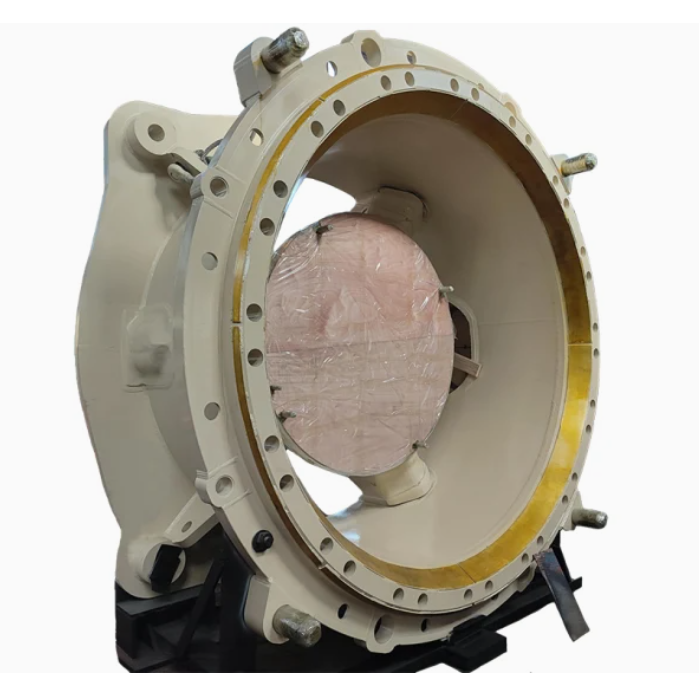
Der Kegelbrecherrahmen ist typischerweise eine große, hochbelastbare Guss- oder Schweißkonstruktion mit komplexer Form, die aus den folgenden Hauptkomponenten und Strukturdetails besteht:
Rahmenkörper: Die Hauptstruktur, normalerweise ein Hohlkasten oder eine zylindrische Form mit einer dicken Wand (80–200 mm), besteht aus hochfestem Stahlguss (z. B. ZG35CrMo) oder geschweißten niedriglegierten Stahlplatten (z. B. Q355B).
Lagergehäuse: Eine zylindrische Aussparung an der Unter- oder Oberseite des Rahmens zur Aufnahme des Hauptwellenlagers mit einer präzisionsgefertigten Innenfläche (Toleranz IT6), um einen ordnungsgemäßen Lagersitz zu gewährleisten.
Exzentrische Buchsenkammer: Ein kreisförmiger Hohlraum in der Mitte des Rahmens, in dem die Exzenterbuchse installiert ist, mit einer bearbeiteten Innenfläche und Ölnuten zur Schmierung.
Montageflansche:
Basisflansch: Ein großer Flansch an der Unterseite mit Bolzenlöchern, um den Rahmen am Fundament zu befestigen und so für Stabilität zu sorgen.
Oberer Flansch: Ein Flansch an der Oberseite zur Verbindung mit der Schüssel oder dem Einstellring, oft mit Führungsstiften oder Schlitzen zur Ausrichtung.
Verstärkungsrippen: Innere und äußere Rippen (30–80 mm dick), radial oder axial angeordnet, um die Steifigkeit des Rahmens zu erhöhen und die Verformung unter Belastung zu verringern.
Schmier- und Kühlkanäle: Gebohrte Löcher oder gegossene Kanäle zur Schmierölzufuhr zu Lagern und Exzenterkomponenten und zur Zirkulation von Kühlwasser in einigen großen Rahmen.
Inspektions- und Zugangstüren: Abnehmbare Paneele oder Türen zur Wartung und Inspektion der internen Komponenten.
3. Gussprozess für den Rahmen
Für große und komplexe Rahmenkonstruktionen ist Sandguss das bevorzugte Herstellungsverfahren:
Materialauswahl:
Hochfester Gussstahl (ZG35CrMo) wird aufgrund seiner hervorragenden mechanischen Eigenschaften ausgewählt, darunter Zugfestigkeit (≥700 MPa), Schlagzähigkeit (≥35 J/cm²) und gute Gießbarkeit.
Musterherstellung:
Ein maßstabsgetreues Modell besteht aus Holz, Schaumstoff oder Harz und bildet die äußere Form des Rahmens, die inneren Hohlräume, Rippen, Flansche und andere Merkmale nach. Je nach Material und Teilegröße werden Schrumpfungszugaben (1,5–2,5 %) hinzugefügt.
Das Muster wird verstärkt, um eine Verformung während des Formens zu verhindern, und die Kerne sind so konzipiert, dass sie innere Hohlräume und Kanäle bilden.
Formen:
Aus harzgebundenem Sand wird eine Sandform hergestellt und das Muster in die Form gelegt. Kerne werden eingesetzt, um die innere Struktur zu formen und so eine genaue Wandstärke und maßliche Beziehungen zwischen den einzelnen Elementen sicherzustellen.
Die Form wird mit einer feuerfesten Schlichte beschichtet, um die Oberflächenbeschaffenheit zu verbessern und das Eindringen von Metall in den Sand zu verhindern.
Schmelzen und Gießen:
Der Gussstahl wird in einem Lichtbogenofen bei 1520–1560 °C geschmolzen, wobei die chemische Zusammensetzung streng kontrolliert wird (C: 0,32–0,40 %, Cr: 0,8–1,1 %, Mo: 0,15–0,25 %).
Das Gießen erfolgt bei 1480–1520 °C mit einer kontrollierten Durchflussrate, um eine vollständige Füllung des Formhohlraums ohne Turbulenzen zu gewährleisten, die zu Defekten führen könnten.
Kühlung und Wärmebehandlung:
Um die thermische Spannung zu reduzieren, wird das Gussteil 72–120 Stunden lang langsam in der Form abgekühlt, dann entnommen und durch Kugelstrahlen gereinigt.
Die Wärmebehandlung umfasst eine Normalisierung (850–900 °C, luftgekühlt) zur Verfeinerung der Kornstruktur und ein Anlassen (600–650 °C) zur Reduzierung der Härte auf 180–230 HBW, wodurch die Bearbeitbarkeit verbessert wird.
4. Bearbeitungs- und Herstellungsprozess
Schruppbearbeitung:
Der Gussrahmen wird auf einer großen CNC-Bohr- oder Portalfräsmaschine montiert, um den Basisflansch, den oberen Flansch und die äußeren Referenzflächen zu bearbeiten, wobei 5–10 mm Endbearbeitungszugabe verbleiben.
Bearbeitung von Lagergehäusen und Kammern:
Das Lagergehäuse und die Exzenterbuchsenkammer werden vorgebohrt, anschließend fertiggebohrt und gehont, um eine hohe Maßgenauigkeit (Toleranz IT6) und Oberflächenrauheit (Ra0,8–1,6 μm) zu erreichen.
Mit einer CNC-Fräsmaschine werden Ölnuten in das Lagergehäuse und die Kammer eingearbeitet.
Bearbeitung von Flanschen und Montageflächen:
Die Grund- und Obergurte werden fertig bearbeitet, um Ebenheit (≤0,05 mm/m) und Rechtwinkligkeit zur Rahmenachse (≤0,1 mm/100 mm) zu gewährleisten.
Die Bolzenlöcher werden mit einer CNC-Bohrmaschine an präzisen Positionen (Toleranz ±0,1 mm) gebohrt und mit Gewinden versehen.
Verstärkungsrippen und Außenflächenbearbeitung:
Äußere Rippen werden bearbeitet, um Gussfehler zu beseitigen und einheitliche Abmessungen sicherzustellen.
Die Außenfläche ist fertig bearbeitet, um das Erscheinungsbild zu verbessern und das Lackieren zu erleichtern.
Oberflächenbehandlung:
Der Rahmen ist mit einer Rostschutzgrundierung und einem Decklack versehen, um Korrosion zu verhindern.
Bearbeitete Montageflächen und Lagerpassungen werden mit Rostschutzöl oder -fett geschützt.
5. Qualitätskontrollprozesse
Materialprüfung:
Um die Einhaltung der angegebenen Materialstandards sicherzustellen, wird eine Analyse der chemischen Zusammensetzung durchgeführt.
Zur Überprüfung der mechanischen Eigenschaften werden an den Testproben Zug- und Schlagprüfungen durchgeführt.
Maßprüfung:
Zur Überprüfung kritischer Abmessungen, einschließlich Lagergehäusedurchmesser, Flanschebenheit und Lochpositionen, wird ein Koordinatenmessgerät (KMG) verwendet.
Mittels Laserscanning werden die Gesamtform und die Abmessungen anhand des 3D-Modells überprüft.
Zerstörungsfreie Prüfung (NDT):
Mittels Ultraschallprüfung (UT) werden innere Defekte wie Risse und Schrumpfungen im Rahmenkörper und in den Rippen erkannt.
Magnetpulverprüfungen (MPT) werden an Oberflächen und oberflächennahen Bereichen durchgeführt, insbesondere um Schraubenlöcher und Spannungskonzentrationspunkte herum.
Mechanische Prüfung:
Durch Härtetests wird sichergestellt, dass der Rahmen den erforderlichen Härtebereich (180–230 HBW) einhält.
Es können Belastungstests durchgeführt werden, um zu überprüfen, ob der Rahmen den Konstruktionslasten ohne übermäßige Verformung standhalten kann.
Montage und Funktionsprüfung:
Der Rahmen wird probeweise mit Schlüsselkomponenten wie der Exzenterbuchse und der Hauptwelle zusammengebaut, um die richtige Passform und Ausrichtung sicherzustellen.
Um während des simulierten Betriebs auf übermäßige Vibrationen zu prüfen, werden Vibrationstests durchgeführt.
Durch diese strengen Fertigungs- und Qualitätskontrollprozesse gewährleistet der Kegelbrecherrahmen die Stabilität, Zuverlässigkeit und lange Lebensdauer des gesamten Brechers und eignet sich daher für Hochleistungs-Brechanwendungen im Bergbau, im Baugewerbe und in der Zuschlagstoffindustrie.